
Industry information
主页 > > Industry information
Welcome丨Dongguan Haotong Plastic Technology Co., LtdHotline:13929242845 简体中文
Abstract: Taking an automotive IMD interior panel as the research object, a simulation model of interior panel based on Moldflflow was established. Through Box-Behnken Design (BBD) test and response surface method, the influencing factors of warping deformation were analyzed, and the mapping relationship between warping deformation and each process parameter was established. Particle swarm optimization algorithm (PSO) was used to globally optimize the response surface model, and the optimal process parameter combination and the predicted minimum warp deformation were obtained. The accuracy of the algorithm was verified by simulating the optimal process parameters. Finally, through the actual injection molding and warping deformation measurement experiments, the consistency of the simulation optimization results and the actual deformation trend is verified.

In-mold transfer (IMD) is an in-mold decoration technology that can synchronously complete component injection molding and product surface decoration. It integrates decoration and function of products, and is a technology with high production efficiency and low product cost [1]. Since the 1980s, IMD technology was popularized and applied by Japanese photo printing Co., LTD., after more than 30 years of continuous development, IMD technology is gradually replacing the traditional post-mold painting, water transfer printing, hot stamping and chrome plating with its advantages of low production cost, durability and environmental protection. The IMD process was first used successfully in medium sized plastic parts such as electronic appliances and mobile phones. At present, IMD technology has been widely used in automotive interior and exterior decoration of large plastic parts, such as the overall instrument panel, bumper, door panel and so on.
Although IMD technology has many advantages that traditional decoration technology does not have, it has high requirements on molding process, especially for automotive interior parts with complex shapes. If the process is not properly adjusted during the molding process, product quality defects are easy to occur [2]. The warping deformation of plastic parts is one of the important problems, although common injection products also have the same problem, but because IMD technology is the plastic film and melt in the cavity solidification molding, the film's thermal hysteresis during cooling will increase the degree of uneven cooling of plastic parts, the warping problem will be more serious than that of ordinary plastic parts [3-5]. Therefore, it is crucial to reduce the warping deformation of coated products [6].
At present, the analysis of the injection molding process of automotive plastic parts mainly focuses on the traditional plastic parts, and the domestic literature on the process analysis of IMD technology is rarely reported. In this paper, Moldflflow software was used to simulate the injection process of an automotive IMD interior panel, and a response surface model of warping deformation was established based on experimental design and response surface method. Particle swarm optimization algorithm (PSO) was used to solve the optimal process parameter combination. Finally, the accuracy of the optimization method was verified by simulation and experiment.
IMD interior decoration panel simulation model
In this paper, the right decoration panel of an automobile sub-instrument panel is selected. The IMD interior panel model is shown in Figure 1. The dimensions of the interior panel are 928 mm×147 mm×85 mm, and the basic wall thickness is 3 mm. The surface of the interior panel is an irregular curved surface with grooves and fillet, and the fillet Angle is relatively gentle. The modeling characteristics are suitable for IMD technology, and the surface drop and fillet size are within the stretching range of the decorative film. On the back of the interior panel are distributed a number of assembly and reinforcement structures such as lock, reinforcement bars, buckle and BOSS column.

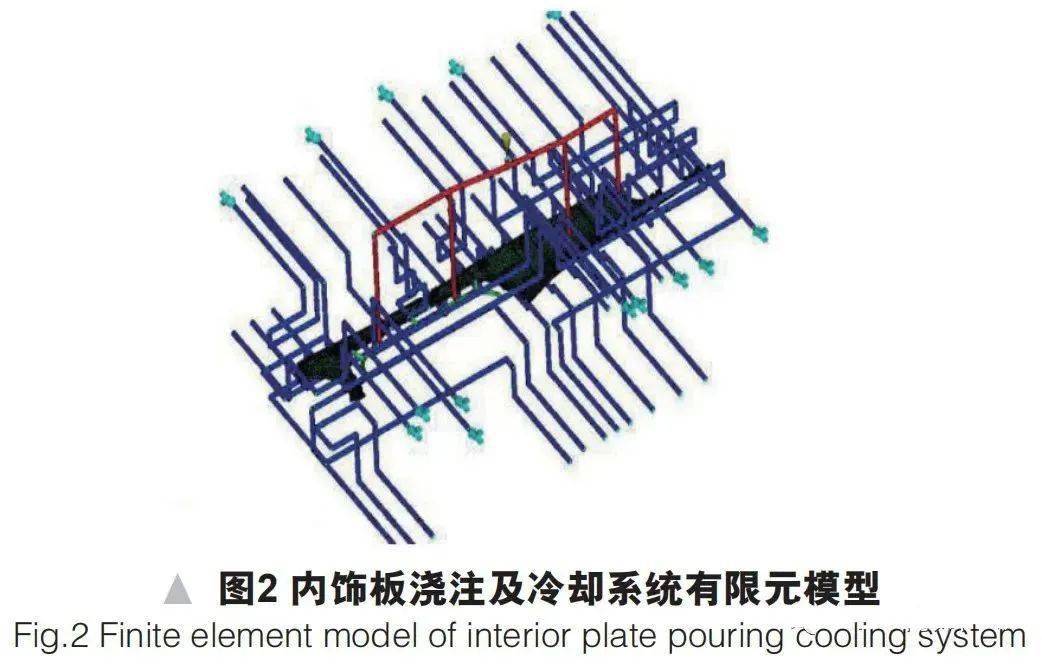
将产品CAD数据导入Moldflflow中划分网格。产品造型狭长,又是薄壁结构,因此仿真模型采用中性面网格划分,对划分完毕的模型经过成型窗口分析以及浇口分析、充填分析等,分别为模型设置合适的浇注系统。由于注塑成型时产品正面包覆厚度0.125 mm的装饰薄膜,薄膜的滞热作用会在产品冷却时延缓散热而导致冷却不均,因此设置冷却系统时应考虑加强动模侧的散热。设置冷却结构为随形冷却,并将动模侧冷却水道与塑件距离设置为15 mm,定模侧为30 mm,内饰板以及浇注系统和冷却系统的仿真模型如图2所示。
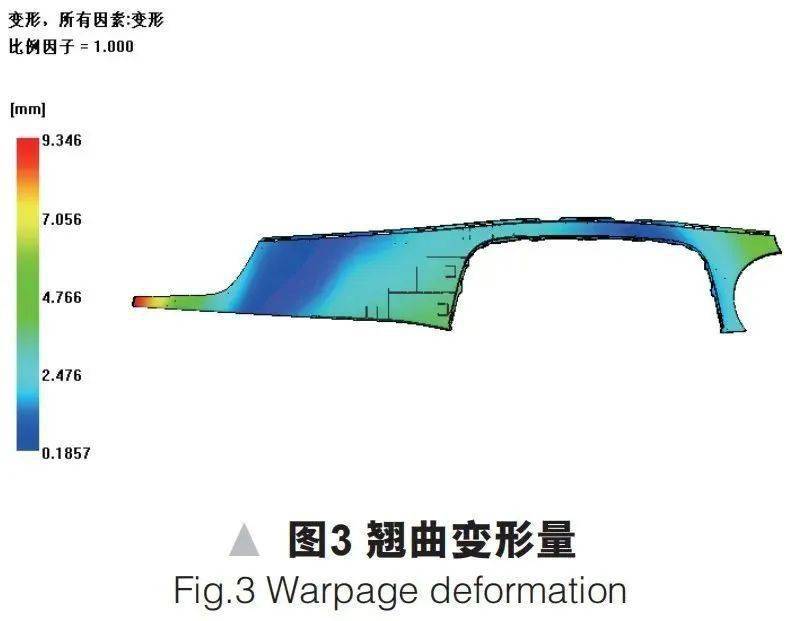
The interior panel is made of polycarbonate/acrylonitrile-butadiene-styrene copolymer (PC/ABS) alloy, brand DSPCASB-01. Combined with the excellent characteristics of PC and ABS, the material has good formability, mechanical properties, temperature resistance, UV resistance and other characteristics, and has been widely used in automotive interior parts. Firstly, the simulation model is set according to the process parameters recommended by the material. The maximum warpage deformation obtained by simulation is 9.35mm, and the large warpage deformation is concentrated on the narrow and long end of the interior panel, as shown in Figure 3. Therefore, it is necessary to adopt appropriate experimental design method to adjust the technological parameters to reduce the maximum warpage deformation.
BBD experimental design
The method of experiment design is to apply the optimization theory in the field of mathematical statistics to the scientific experiment, which can design the experiment in a more orderly way. This method is not only a method to organize data, but also an efficient method to save time and reduce experimental costs [7]. Commonly used experimental Design methods include BBD design (Box-Behnken Design), Taguchi orthogonal design, center combination design, uniform design, etc. [8]. In this paper, BBD experimental design method was used to provide data samples for response surface, and response surface equation was established to analyze the influence of various parameters on the warping deformation of IMD interior decoration. Particle swarm optimization algorithm (PSO) was used to optimize the mathematical model, and the optimal combination of process parameters with minimum warpage deformation was found.
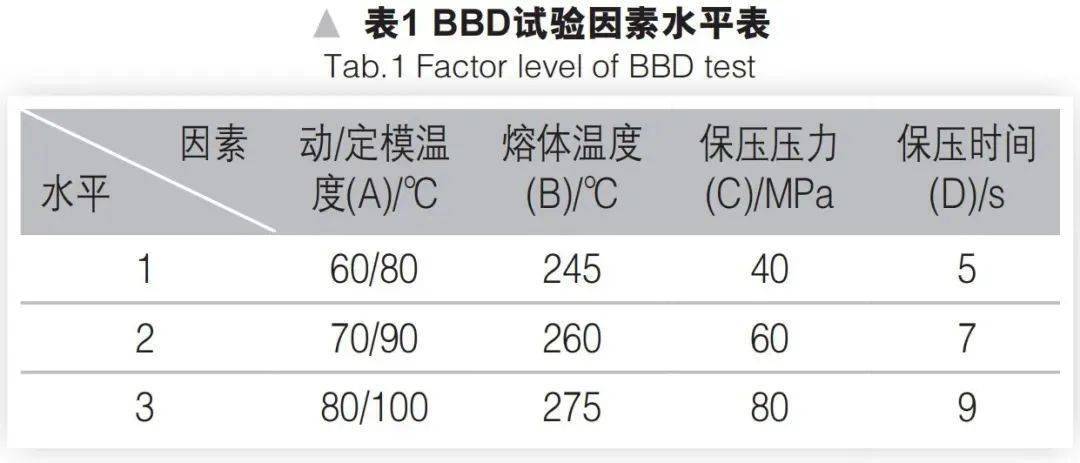
The warping deformation was selected as the optimization objective of the experimental design. According to the engineering research experience, the process parameters (factors) that affect the warping deformation of plastic products mainly include mold temperature (A), melt temperature (B), pressure holding pressure (C) and pressure holding time (D), so the above four factors are selected as design variables. According to the material recommended process range provided by the manufacturer, the optimization objectives and design variables were set up in accordance with the BBD design of 4 factors and 3 level test tables, as shown in Table 1. Because 0.125mm thin film is used for interior panel, its thermal hysteresis will affect the molding quality, so the asymmetric mold temperature should be set, that is, the fixed mold temperature is 20℃ higher than the moving mold temperature, in order to reduce the uneven cooling phenomenon caused by the film thermal hysteresis.
Test results and analysis
Test result
According to the factor levels in Table 1, 29 groups of tests as shown in Table 2 can be obtained. Design variables of each group are imported into Moldflflow to obtain simulation results of optimized target warpage deformation.
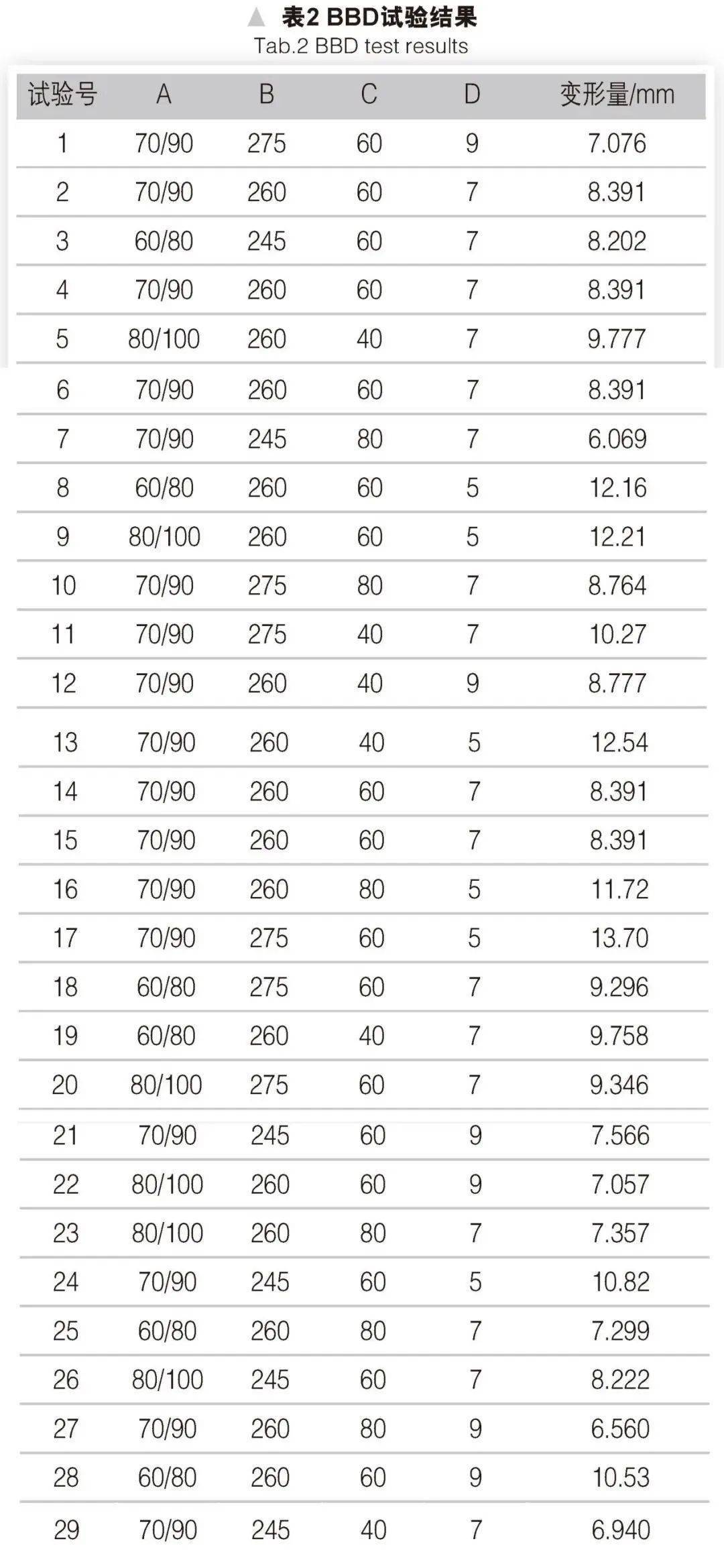
As can be seen from Table 2, the number of 4 factors and 3 level tests based on BBD design method is 29. Although there are more tests, compared with the discontinuity of orthogonal test points, its advantage lies in that follow-up continuity analysis can be carried out through the test points, so as to establish the response equation between optimization objectives and design variables, making the whole optimization model more accurate. According to the Moldflflow simulation results, it can be seen that the warpage deformation of group 7 test is the smallest (6.069mm).
Analysis of Variance and establishment of response surface model
In order to further study the influence degree of each factor on the buckling deformation, it is necessary to conduct variance analysis on the test results. Analysis of variance can accurately show the data fluctuation of test results under different conditions, and judge whether the influence degree of investigated factors is significant [9]. Multivariate quadratic model was adopted for variance analysis of this experiment. After calculation, the results of variance analysis of warping deformation were obtained as shown in Table 3.
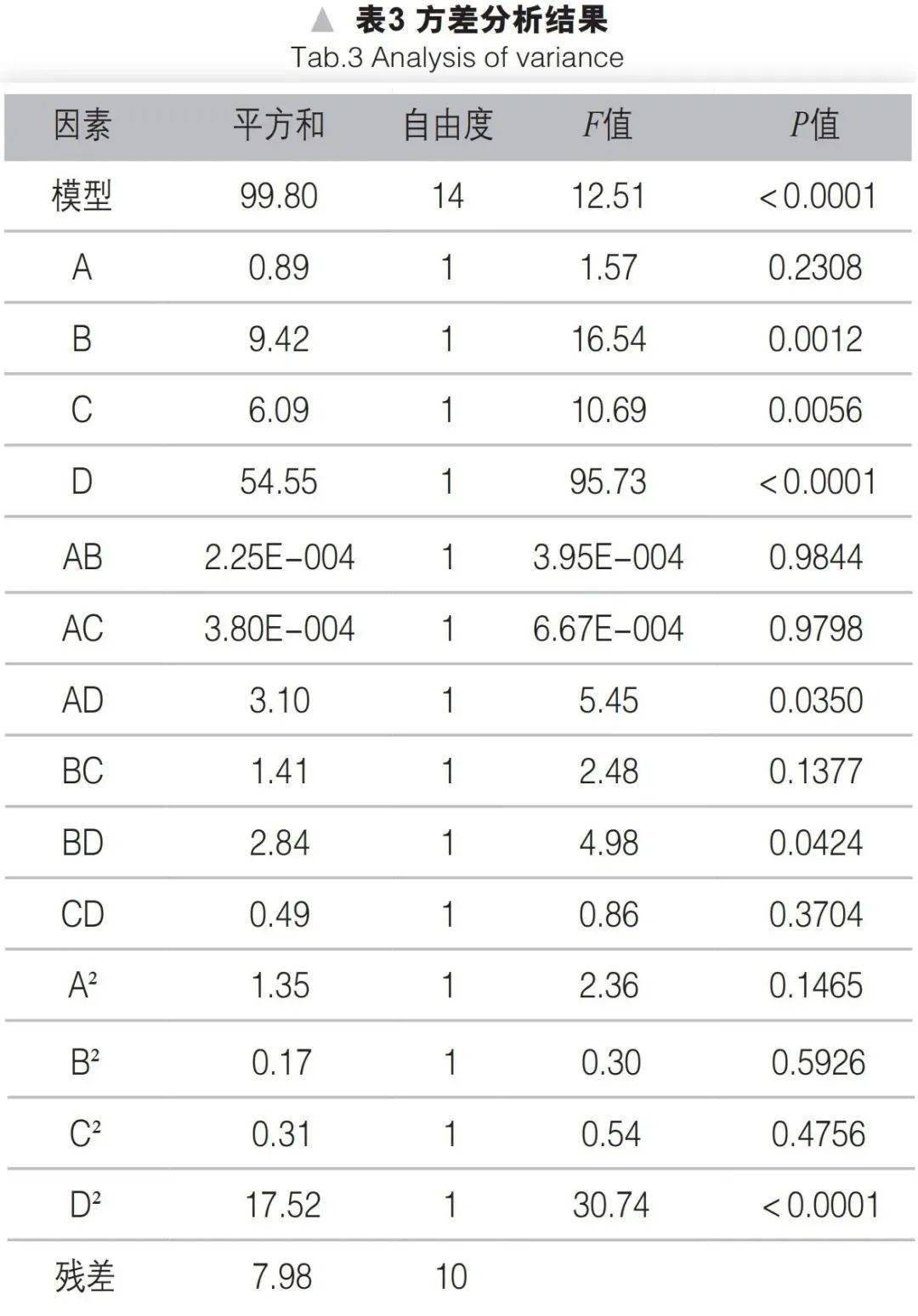
As can be seen from Table 3, the P value of the entire model is less than 0.0001, indicating that the test data is statistically significant, and there is only 0.01% probability of noise generation, so the model can effectively fit the data. The influencing factors of warping deformation are holding time, melt temperature, holding pressure and die temperature in order of significance, that is, D > B > C > A. The P values of D, B and C were all less than 0.01, and the effect was extremely significant. The P value of the mold temperature A is greater than 0.05, which has little influence on the optimization objective, indicating that the asymmetric mold temperature eliminates the influence of the uneven cooling caused by the film sticking zone, thus reducing the warping in the thickness direction, and has lower influence on the forming quality than other parameters.
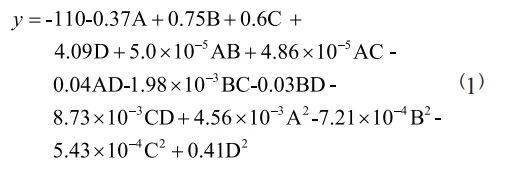
The variation coefficient CV of the model response value is 8.29%, which indicates that the test results are credible. Second order equation (1) of the model can be obtained after fitting the test data according to the principle of least square method.
After residual analysis of the regression equation, the residual diagram can be obtained, as shown in Figure 4.
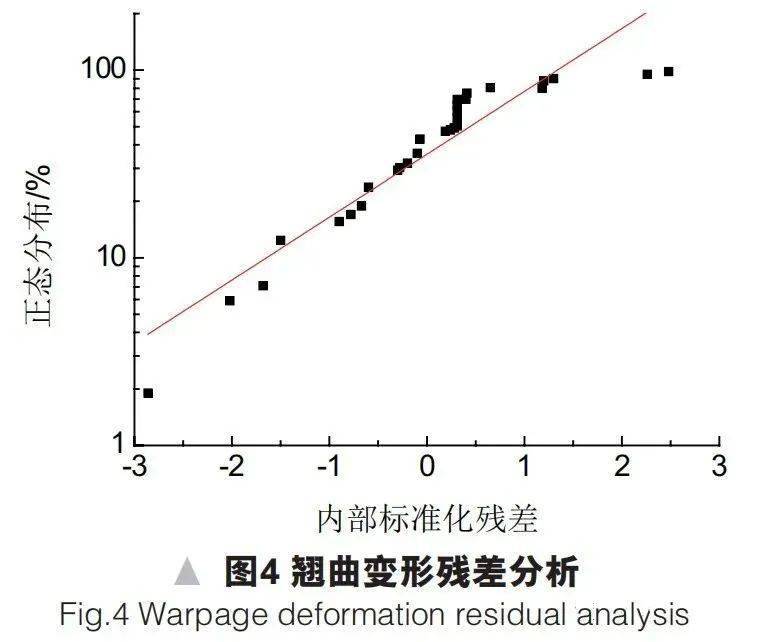
In FIG. 4, the abscissa is the standardized residual error, and the ordinate is the normal distribution probability. In the figure, the residual error of most response variables is consistent with the predicted value, and only a few values are distributed on both sides of the fitting line, indicating that the error is normally distributed and the mathematical model fits the test data well.
Particle swarm optimization and simulation verification
Particle swarm optimization algorithm (PSO) is a kind of random search algorithm with group cooperation gradually developed on the basis of imitating the predation behavior of birds [10]. After years of development and improvement, this algorithm can provide a fast and efficient solution algorithm for solving multi-objective nonlinear coupling problems and multi-peak extremum problems, etc., and has attracted more and more attention in multi-field engineering optimization. The optimization problem in this paper is expressed by mathematical method, that is, solving the extreme value of multivariate function. Function f(y) in Equation (1) is a multivariate quadratic regression equation about warping deformation. The objective is to find a set of solutions to make f(y) obtain the minimum value.
The number of particle swarm in PSO algorithm was set as 10, the maximum number of iterations Gmax as 100, the inertia weight w as 0.9, and the particle increment as 0.9. In the iterative replacement of particles, the global optimal value gbest is obtained from the average value of the current particle pbest, and the position update of particles after each iteration is also produced by the interaction between the optimal value Pi of the particle's own flight position and the optimal value Pg of the whole particle. After 49 iterations, the optimal process parameter combination is obtained by the optimization algorithm. At this time, the extreme value is 5.18mm, and the corresponding coordinates are (69.37/89.37, 264.32, 80.0, 8.70), namely, the dynamic mold temperature is set at 69℃, the fixed mold temperature at 89℃, and the melt temperature at 264.32℃. The holding pressure is 80MPa and the holding time is 8.7s. In order to preliminarily verify the reliability of the algorithm, the IMD interior panel was simulated according to the optimal process parameter combination in Moldflflow, and the maximum warpage deformation was obtained as 5.507mm, as shown in Figure 5. Compared with the optimal parameter combination searched by PSO algorithm, the error is only 5.99%, so it can be verified that the optimization method used in this paper is effective.

Experimental verification
Actual sample processing
In order to further investigate the accuracy of the experimental design method adopted in this paper and the CAE simulation data under the optimization algorithm, it is necessary to set experiments to verify whether the warpage deformation of the product forming under the actual working condition reaches the minimum and whether it meets the engineering standards.
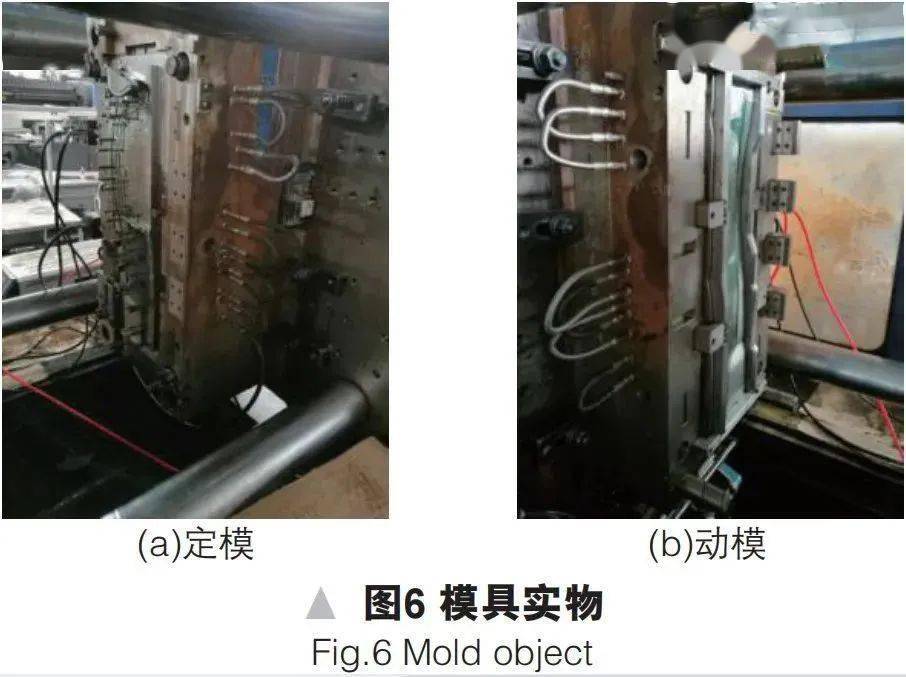
In the injection machine, film feeding machine and other basic injection environment, IMD injection mold is made according to the process requirements, in which the basic structure of the gating system, cooling system and so on are consistent with the CAE simulation model. In order to facilitate the film input into the mold cavity by the film feeder, the mold should be inverted mold structure, as shown in Figure 6. In addition, the same plastic substrate, film sheet and optimal process parameter combination should be used in the experiment. Finally, the materials and equipment are molded by injection molding according to the IMD injection molding process, and the actual processed sample obtained is shown in Figure 7.

Measurement of warping deformation
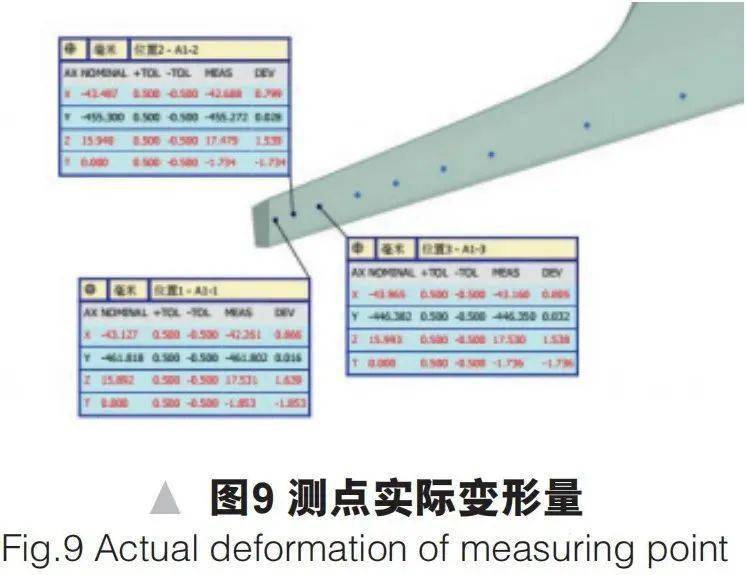
In order to accurately measure the deformation trend of the IMD panel, it is necessary to use a large bridge measuring instrument for accurate measurement. The basic principle of measurement is to establish a virtual coordinate system after the product is fixed by the fixture, and use a high-precision probe to accurately measure the x, y and z coordinates of the measuring point of the product, and then compare the actual measurement data with the corresponding measuring point coordinates of the product model. Find the position deviation. According to the measurement principle, 40 measuring points are marked on the edge of the product model which is prone to warping for practical measurement, and the position coordinates of each point are recorded. The finished IMD interior panel sample was sent into the CMM and fixed with the fixture. The digital and analog coordinate system of interior panel was set as the virtual coordinate system of measurement, which was consistent with the coordinate system of simulation model in Moldflflow. Finally, all measurement points of the sample are measured successively and the measurement data are recorded. The measurement environment is shown in Figure 8.

Measurement results and data analysis
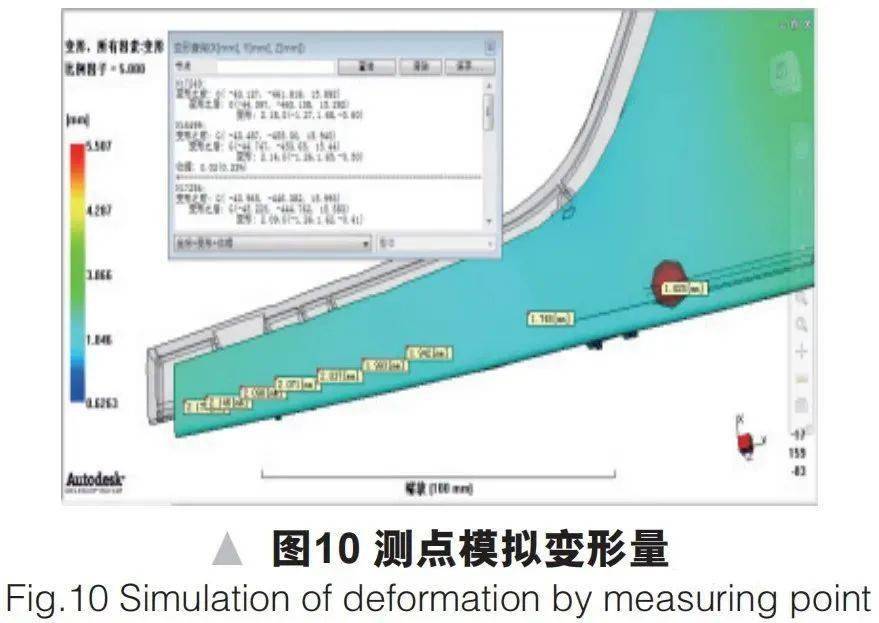
In order to further verify the reliability of the simulation results, the experimental measured data is compared with the warpage deformation of the corresponding measurement points of the simulation model, and the results are shown in Figure 9 and Figure 10. From FIG. 9 and FIG. 10, the difference between the actual deformation and the simulated deformation at each measuring point can be obtained.
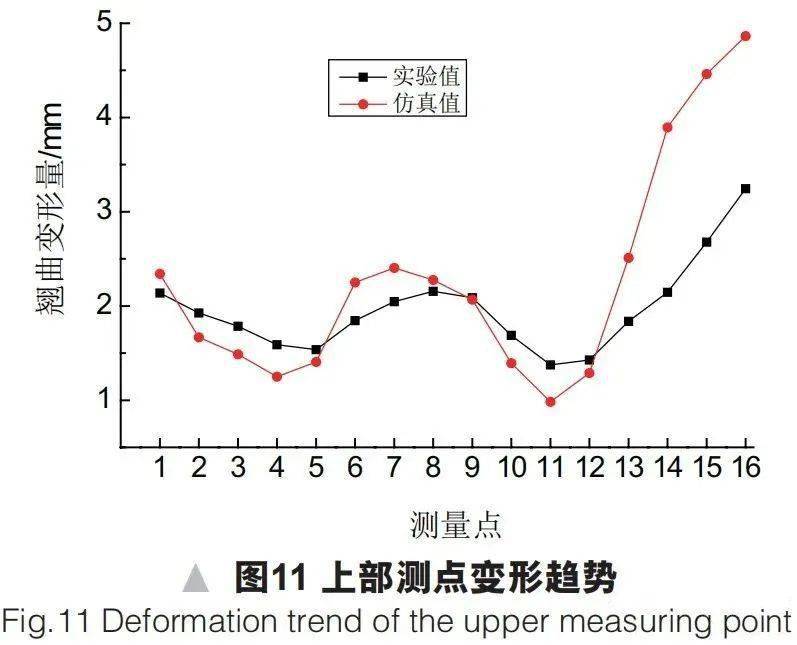
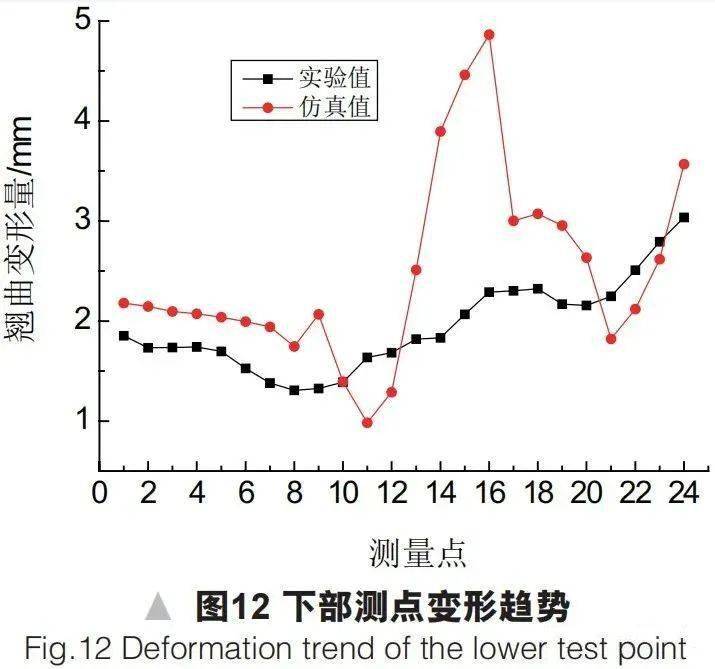
16 measuring points on the upper edge and 24 measuring points on the lower edge of the sample were respectively compared with their corresponding simulation data. The results are shown in Figure 11 and Figure 12. It can be seen from FIG. 11 and FIG. 12 that the data of experimental measurement points are roughly consistent with the data simulated by Moldflflow, and the variation trend is in good consistency, but there are some large errors of some data in the numerical value.
Analysis error may be caused by:
(1) Using the CMM to locate the coordinate system and make measurement errors;
(2) In order to improve the simulation efficiency, reduce the aspect ratio and reduce the amount of calculation, the model was pre-processed by CAD Doctor, and some small features such as fillet, boss and chamfering were simplified on the digital model, thus affecting the simulation accuracy to a certain extent;
(3) In Moldflflow, due to the absence of mold cavity wall restrictions, the warping simulation of the model is free deformation, while the actual product deformation during injection molding is constrained by the mold, and the shrinkage of IMD film also limits the shrinkage of plastic substrate, so the actual product deformation is basically lower than the simulation data.
The above experiments verify the reliability of the warping deformation optimization algorithm established in this paper and the accuracy of the simulation. The experimental results show that the forming quality of the optimized product is greatly improved. The test results show that the measured gap is less than 3mm and the surface difference is less than 0.5mm, which meets the requirements for loading. Therefore, the optimization of the warping deformation of the right decoration panel of the IMD sub-instrument panel in this paper is proved to be effective in engineering. The product loading is shown in Figure 13.

conclusion
(1) According to the BBD experiment design and variance analysis, the main factors affecting the warping deformation of IMD interior parts were determined as holding time, melt temperature, holding pressure and die temperature.
(2) A response surface model was established between warping deformation and each process parameter value, and the optimal process parameter combination was obtained by global optimization using particle swarm optimization algorithm, that is, the dynamic mold temperature was set at 69℃, the fixed mold temperature at 89℃, the melt temperature at 264.32℃, the pressure holding pressure at 80 MPa, and the pressure holding time at 8.7 s. It has a minimum warping deformation of 5.18 mm. Moldflflow was used to simulate and verify the optimization results, and the verification results were close to the optimization results, with an error of only 5.99%.
(3) Through the actual injection molding and warping deformation measurement experiments, it is verified that the simulation optimization results are in good agreement with the actual deformation trend. The matching between the sample and the surrounding parts after loading conforms to the loading requirements, which indicates that the optimization of the warping deformation of the right decoration panel of the IMD sub-instrument panel in this paper is effective in engineering.



